
江南app官方入口在哪里看
Technical articles 热门搜索:
P760/01_2760nm单模垂直腔面发射激光器
VCSEL-20-M激光控制驱动器
ZNSP25.4-1IR抛光硫化锌(ZnS)多光谱(透明)窗片 0.37-13.5um 25.4X1.0mm(晶体/棱镜
HB-C0BFAS0832x4 QPSK C波段相干混频器(信号解调/锁相放大器等)
Frequad-W-CW DUV 单频连续激光器 213nm 10mW Frequad-W
jnty体育下载
CO2激光光谱分析仪
SNA-4-FC-UPC日本精工法兰FC/UPC(连接器/光纤束/光缆)
THL-ZnTe20-500RZNTE(碲化锌)太赫兹晶体
GD5210Y-2-2-TO46905nm 硅雪崩光电二极管 400-1100nm
app江南
NANOFIBER-400-9-SA干涉型单模微纳光纤传感器 1270-2000nm
IRV2000-1X350-2000nm 1倍红外观察镜
高能激光光谱光束组合的光栅 (色散匀化片)
FLEX-BF裸光纤研磨机
S+C+L波段 160nm可调谐带通滤波器
热门搜索:
P760/01_2760nm单模垂直腔面发射激光器
VCSEL-20-M激光控制驱动器
ZNSP25.4-1IR抛光硫化锌(ZnS)多光谱(透明)窗片 0.37-13.5um 25.4X1.0mm(晶体/棱镜
HB-C0BFAS0832x4 QPSK C波段相干混频器(信号解调/锁相放大器等)
Frequad-W-CW DUV 单频连续激光器 213nm 10mW Frequad-W
jnty体育下载
CO2激光光谱分析仪
SNA-4-FC-UPC日本精工法兰FC/UPC(连接器/光纤束/光缆)
THL-ZnTe20-500RZNTE(碲化锌)太赫兹晶体
GD5210Y-2-2-TO46905nm 硅雪崩光电二极管 400-1100nm
app江南
NANOFIBER-400-9-SA干涉型单模微纳光纤传感器 1270-2000nm
IRV2000-1X350-2000nm 1倍红外观察镜
高能激光光谱光束组合的光栅 (色散匀化片)
FLEX-BF裸光纤研磨机
S+C+L波段 160nm可调谐带通滤波器
 当前位置:首页
当前位置:首页 江南app官方入口在哪里看
激光魔力转圈圈-新运动方式实现三维形貌的精密测量
江南app官方入口在哪里看
激光魔力转圈圈-新运动方式实现三维形貌的精密测量
 更新时间:2025-08-27
更新时间:2025-08-27 点击次数:139
点击次数:139
线结构光:测量三维形貌的利器
线结构光法是将线状结构光投射到被测物体表面,形成由被测物体表面形状所调制的光条三维图像,将线激光轮廓仪与精密运动平台组合,按照规划轨迹进行运动,可实现目标区域的高效高精度三维形貌测量,具有系统稳定、结构紧凑、精度高、量程大等优点,在三维测量领域得到了广泛运用。
传统的线激光轮廓仪与工件做相对直线运动的测量方式对线性运动平台的精度要求较高,且系统占用空间大,不易实现在位精密测量;轮廓仪固定、工件旋转运动测量时,测量范围有限。在航空航天领域,工件尺寸通常较大、装夹复杂难以移动,多采用混联加工机器人对其加工,同时为保证加工质量,需要对加工结果进行精密的在位检测。但加工机器人运动精度有限,无法在整个测量空间进行单独直线运动,因此开展该工况下被测件三维形貌的精密在位测量,保证测量精度和路径不受机器人运动特点限制具有重要意义。
激光魔力转圈圈,新运动方式实现三维形貌的精密测量
中国人讲究外圆内方,以和顺之态,行端正之事,这为我们探索实际工况限制复杂情况下灵活、适应性好且精密、稳定性高的测量方式,提供了开放而严谨的思路。
为实现运动机构只能进行有规则转动或被测工件体积较大难以运动等特殊工况下三维形貌的在位精密测量,山东大学机械工程学院姚鹏教授课题组研究了一种线激光轮廓仪旋转扫描的测量方式,搭建了如图1所示的测量平台,将线激光轮廓仪和双向直线位移平台安装至旋转平台上,利用转台带动轮廓仪对目标区域进行旋转扫描,获取被测工件的形貌信息。其中Z向运动平台用于调整待测工件的高度,使之位于线激光轮廓仪的量程内;线激光轮廓仪用于测量待测工件表面与轮廓仪标准面之间的高度;双向位移台用于调整激光轮廓仪与旋转平台之间的位置关系;精密转台用于带动线激光轮廓仪旋转运动;CMOS相机固定不动,用于拍摄线结构光旋转至不同位置处的光条图像,计算旋转偏心误差;两轴精密位移台用于调整整套测量装置的位置,使待测工件位于检测区域。
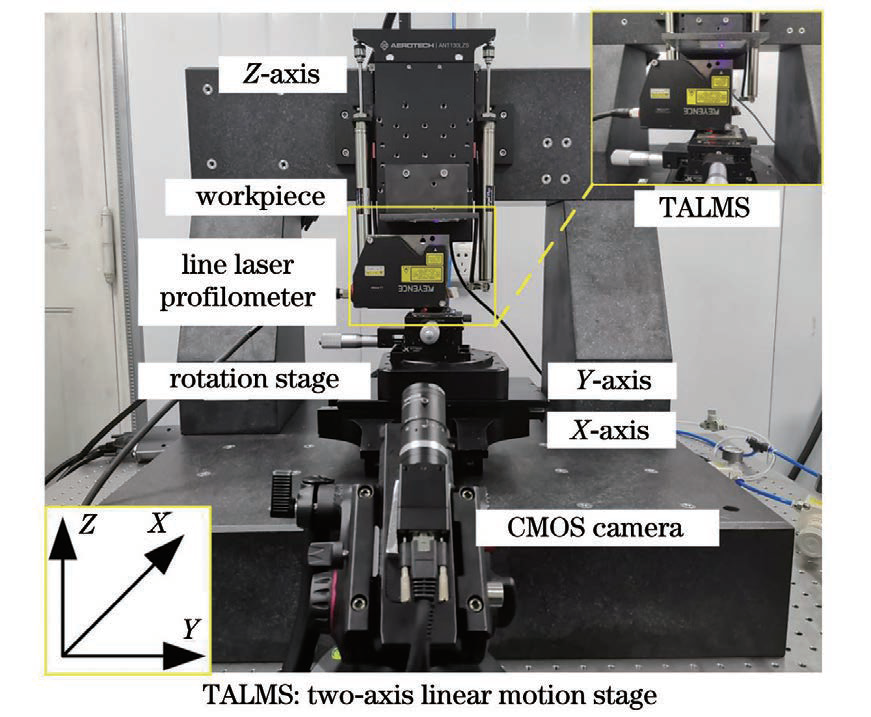
图1 线结构光旋转测量系统
如图2所示,将整个测量设备通过夹具安装到混联结构加工机器人前端,实现测量设备与多轴精密加工装备的集成,通过该方法的在位旋转测量可实现被测工件面形貌的高精度检测,且测量的精度不受设备运动精度的影响。

图2 旋转测量系统与五自由度混联加工机器人集成图。(a)五自由度混联加工机器人模型;(b)旋转测量系统集成区域
基于所搭建的旋转系统,利用CMOS相机拍摄不同位置的激光光条图像,使用极值法提取光条中心、最小二乘法拟合运动轨迹,如图3所示。根据拟合结果计算偏心误差,建立了线激光轮廓仪测量数据的三维合成与误差补偿方法的数学模型,采用MATLAB和Java编程对测量数据进行三维合成和极坐标化处理,并对转台的跳动和偏心、线激光轮廓仪倾斜误差进行了补偿。

图3 不同位置激光图片处理。(a)激光光条中心提取;(b)线结构光端点运动轨迹拟合
如图4所示,通过与高精度接触式轮廓仪测量结果对比,本文测量精度可控制至3 μm,接近设备测量精度的极限值;如图5所示,与共聚焦测量方式相比,本文方法在测量复杂三维形貌时仍能保持较高的精度,且测量范围和效率更高。
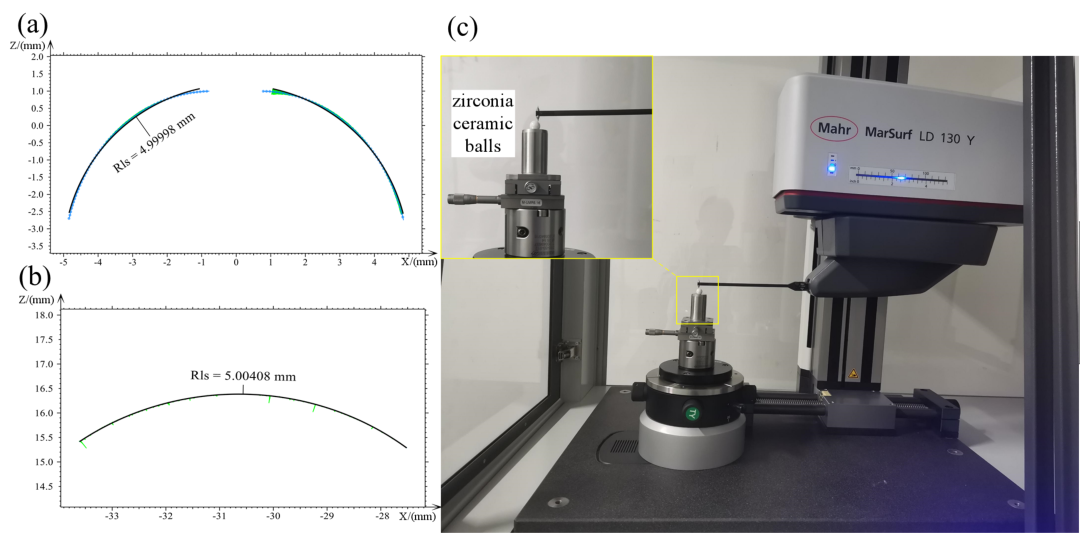
图4 球体半径测量与拟合。(a) 旋转测量;(b) 接触式测量;(c) MarSurf LD 130轮廓仪测量球体
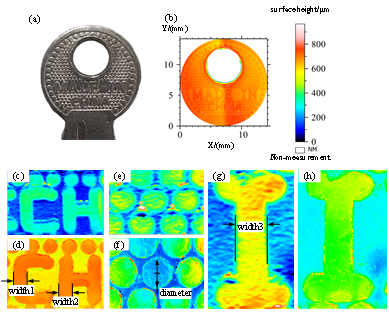
图5 钥匙表面形貌。(a) 实物图;(b) 线激光轮廓仪旋转测量完整三维形貌;(c)(e)(g) 旋转测量局部形貌放大图像;(d)(f)(h) VK-X200K测量局部形貌
总结与展望
本文研究了激光轮廓仪旋转偏心误差计算方法,提出利用高精度旋转平台带动线激光轮廓仪旋转运动进行三维表面形貌测量的在位检测方式。通过测量球径、特征宽度和平面高度差等特征验证了本方法的有效性,得到的重构表面可完整准确的反映被测工件的尺寸、形状、表面形貌等信息。
选取的设备基于直射式激光三角法原理,在测量光滑表面和小孔时容易出现数据缺失的现象,需进一步简化测量系统,提高本文测量方法对不同特征的适应性,促使该方法在所述领域得到更多应用。
参考文献: 中国光学期刊网
您好,可以免费咨询技术客服
筱晓(上海)光子技术有限公司
欢迎大家给我们留言,私信我们会详细解答,分享产品链接给您。
免责声明:
资讯内容来源于互联网,目的在于传递信息,提供专业服务,不代表本网站及新媒体平台赞同其观点和对其真实性负责。如对文、图等版权问题存在异议的,请联系我们将协调给予删除处理。行业资讯仅供参考,不存在竞争的经济利益。
